Coupling solid oxide electrolysis to ammonia production
By on February 07, 2023
In our January episode of Ammonia Project Features, Rick Beuttel (Bloom Energy) presented on the current state of solid oxide electrolysis (SOE) technology, while Jakob Krummenacher (LSB industries) discussed the utilization of SOE in a new decarbonization project at LSB’s ammonia plant in Pryor, Oklahoma. The recording is available via the AEA’s Vimeo channel, and you can also download the speaker presentations.
The current state of solid oxide electrolysis
Currently, commercial-scale, electrolysis-based hydrogen production is exclusively based on alkaline electrolysis and PEM electrolysis. Various other technologies are emerging, such as solid oxide electrolysis (SOE) and anion exchange membrane (AEM) electrolysis. A solid oxide electrolyzer produces hydrogen and oxygen gas from steam and electricity at elevated temperatures, typically above 600°C.
Bloom Energy has over 15 years of experience producing solid oxide fuel cells (the reverse of solid oxide electrolyzers), mainly used to generate power and heat from natural gas feedstock. Their built solid oxide fuel cell capacity is roughly equivalent to 2 GW of SOE capacity.
Historically, one of the roadblocks for SOE was the stack degradation rate owing to the high temperature of operation. In 2020, IRENA estimated the lifetime of solid oxide electrolyzers to be less than 20,000 hours (2.3 years). However, through trial-and-error, advances in technology, and operational experience, Bloom Energy has greatly improved the lifetime of its solid oxide fuel cells over the past 15 years. Bloom Energy’s solid oxide electrolyzers are expected to operate without significant degradation for at least 5 years (similar to the lifetime of low temperature electrolysis technologies according to IRENA). After five years of operation, Bloom has measured degradation at 2-3% per year. The key to a long lifetime for a SOE cell is a “hot standby” mode – operating the stacks at not less than 5% load at all times.
Energy efficiency
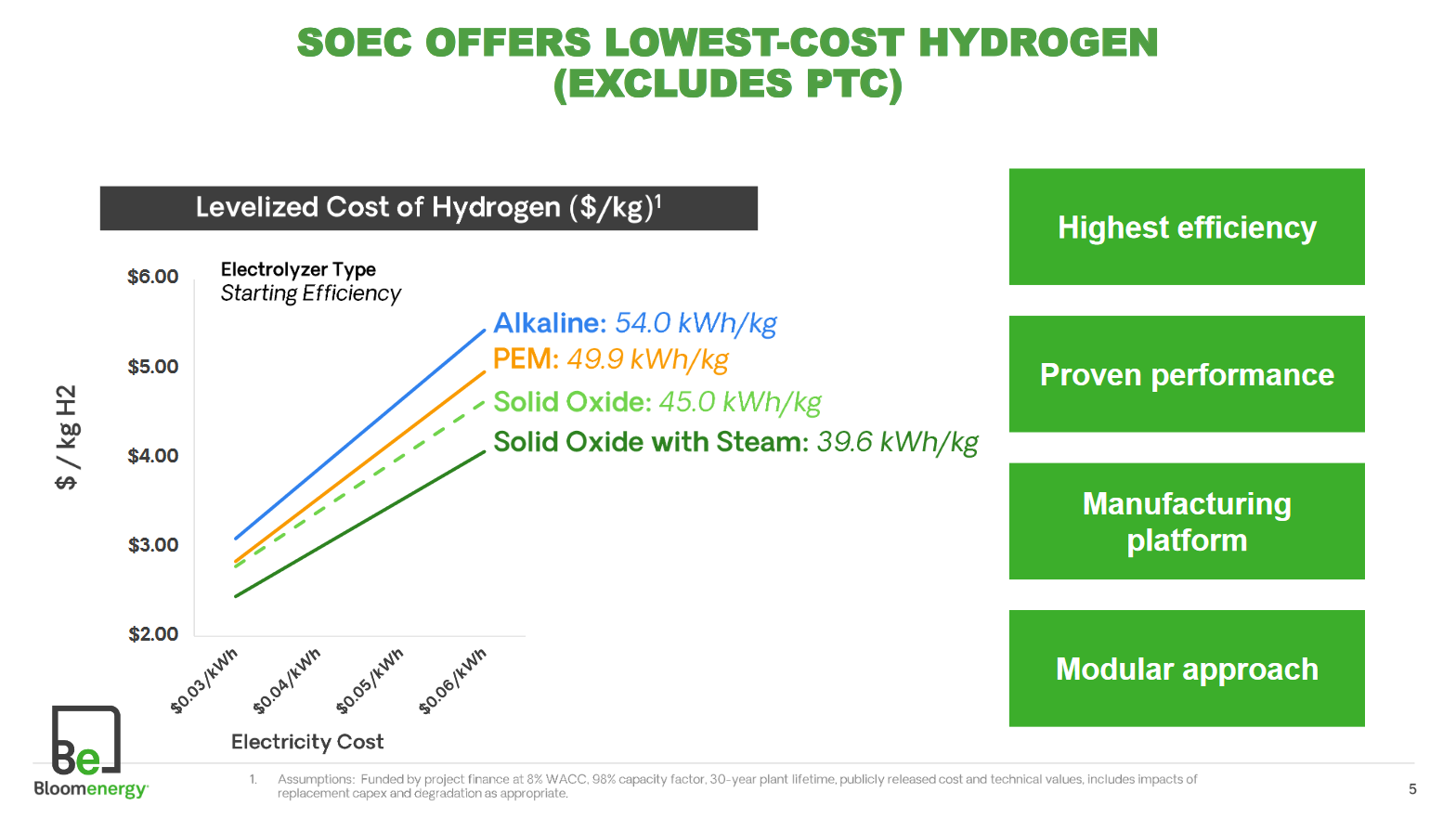
One of the key selling points of SOE is its higher energy efficiency versus alkaline electrolysis and PEM electrolysis.
Bloom Energy has operated its solid oxide electrolyzers in combination with a high temperature nuclear reactor simulator for over 3000 hours. Hydrogen was produced at an energy cost as low as 37.7 kWh per kilogram of hydrogen, based on steam feedstock. If liquid water is sourced as feedstock, Bloom Energy estimates an energy requirement of 45 kWh per kilogram hydrogen. For reference, IRENA estimates that alkaline electrolyzers and PEM electrolyzers require at 47-66 kWh per kilograms of hydrogen (stack only).
SOE is especially suitable in combination with exothermic processes, where significant quantities of steam are produced. Within the ammonia synthesis loop, the ammonia converter produces steam to compensate for the exothermic nature of the ammonia synthesis from hydrogen and nitrogen.
A reduced energy requirement for hydrogen production implies a reduction in electricity input required. Hydrogen (whether electrolytic or conventionally-produced) typically accounts for over 90% of the total energy requirement for an ammonia plant. Renewable electricity generating capacity and electrolysis typically accounts for three-quarters of the investment of a renewable ammonia plant. Thus, a reduction in energy requirement for hydrogen production results in less renewable energy requirement and less electrolysis capacity required, potentially leading to a much lower cost of hydrogen for “green” facilities.
In terms of capital investment, Bloom Energy estimates that the current pricing for a SOE system is about 1100-1300 USD per kW and an annual cost learning rate of 12%. For reference, IRENA estimates that alkaline electrolysis and PEM electrolysis systems cost 500-1000 USD per kW and 700-1400 USD per kW, respectively.
Manufacturing at large scale will aid to bridge the cost gap with other technologies. In May 2022, Bloom Energy opened its gigawatt-scale factory in Fremont, California, which can produce up to 2 GW solid oxide electrolyzers per year. Bloom Energy is not alone in its endeavors, with Topsoe reaching FID (final investment decision) for a 500 MW per annum solid oxide electrolyzer manufacturing plant in Herning (Denmark).
Integrating with ammonia production
LSB Industries is the fifth largest ammonia producer in the United States, with three production facilities in El Dorado (Arkansas), Cherokee (Alabama), and Pryor (Oklahoma). About half of the ammonia and its derivatives is sold for agricultural purposes (48%), whereas the remainder is sold for industrial applications (42%) and to the mining industry (10%).
LSB Industries is pursuing decarbonization of its assets. For its El Dorado plant, LSB Industries has reached an agreement with Lapis Energy to develop infrastructure for at least 450,000 tonnes CO2 sequestration (CCS) annually from 2025 onward.
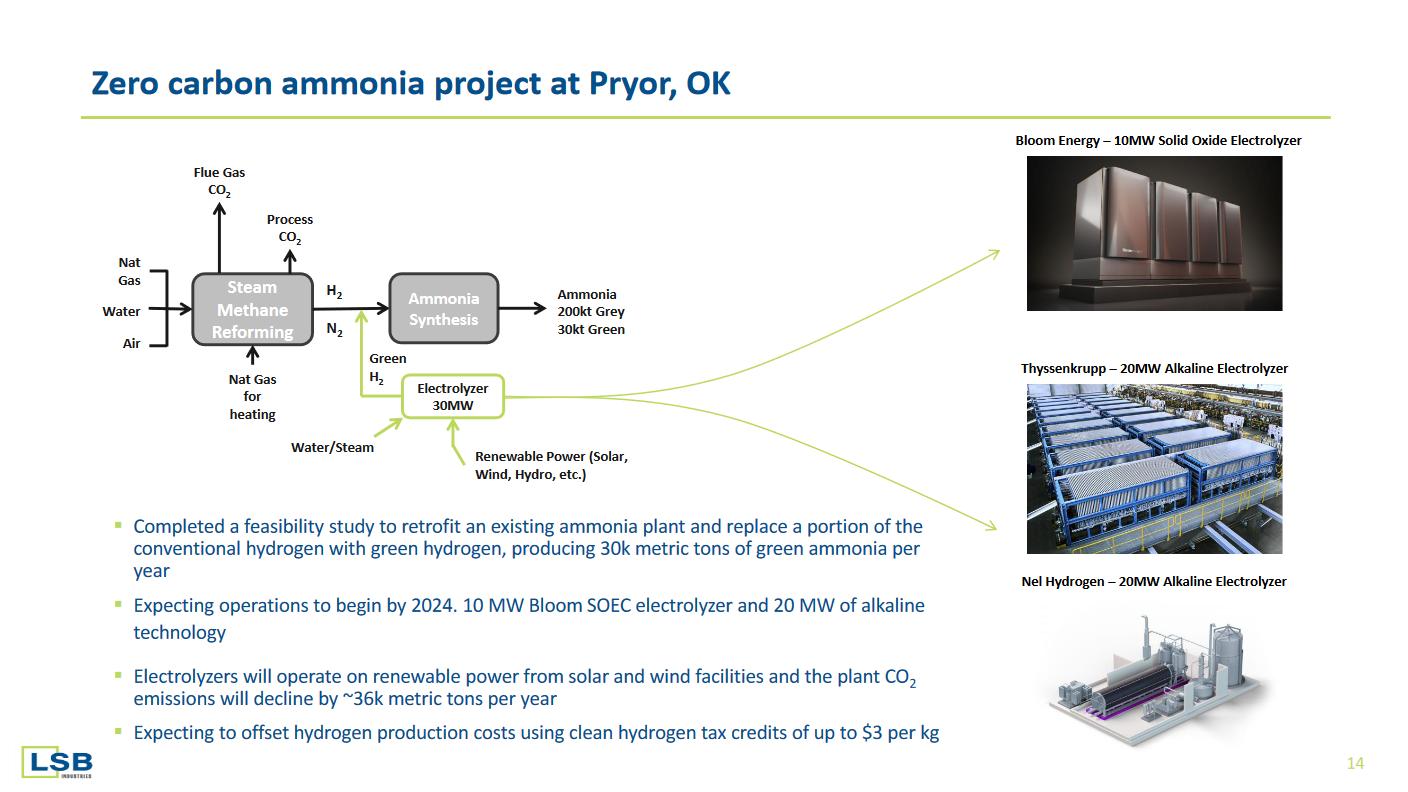
At Pryor, LSB Industries aims to decarbonize part of its current production using 30 MW of grid-connected electrolysis (20 MW alkaline electrolysis and 10 MW solid oxide electrolysis). This produce 30,000 ammonia per annum, equivalent to 13% of Pryor’s total production. The project is estimated to decrease CO2 emissions by 36,000 each year, and is likely to be eligible for the $3 per kilogram hydrogen production tax credit under the Inflation Reduction Act (IRA). The solid oxide electrolyzer will be delivered in 2024, and initially be operated by Bloom Energy.
SOE could also be combined with PEM electrolysis. In such a configuration, SOE provides baseload hydrogen production at the highest efficiency, whereas PEM electrolysis can follow any fast fluctuations in renewable electricity profiles. Secondly, SOE may be coupled with natural gas-based autothermal reforming combined with CCS. An autothermal reformer requires oxygen to operate, which is a byproduct from SOE.
Combining the first mover advantage, operational experience and government incentives on offer to help close the cost gap, LSB Industries is well-placed to scale up its low carbon ammonia production in the years to follow. Bloom Energy’s solid oxide electrolysis technology is a great fit for these initiatives, representing a highly energy-efficient option to integrate with ammonia production.