Power to Ammonia: alternative synthesis technologies
By on June 01, 2017
The Institute for Sustainable Process Technology (ISPT) recently published a detailed analysis of three business cases for producing renewable ammonia from electricity: Power to Ammonia. The feasibility study concludes that, in the near term, ammonia production using clean electricity will likely rely on a combination of two old-established, proven technologies: electrolysis and Haber-Bosch (E-HB). To reach this conclusion, however, the study also assessed a range of alternative technologies, which I summarize in this article.
In the quest to commercialize new, sustainable technologies for ammonia synthesis it is important to remember that there is nothing intrinsically unsustainable about Haber-Bosch. While it consumes a lot of energy, to create high temperatures and high pressures, every technology that aims to split dinitrogen (N2) and form ammonia is energy intensive, including the enzymatic reactions we see in nature. The big problem regarding sustainability is the source of the hydrogen: the cheapest source of hydrogen is a hydrocarbon, like natural gas or coal. Traditional ammonia production technology begins with a hydrocarbon and keeps the hydrogen but emits the carbon to the atmosphere.
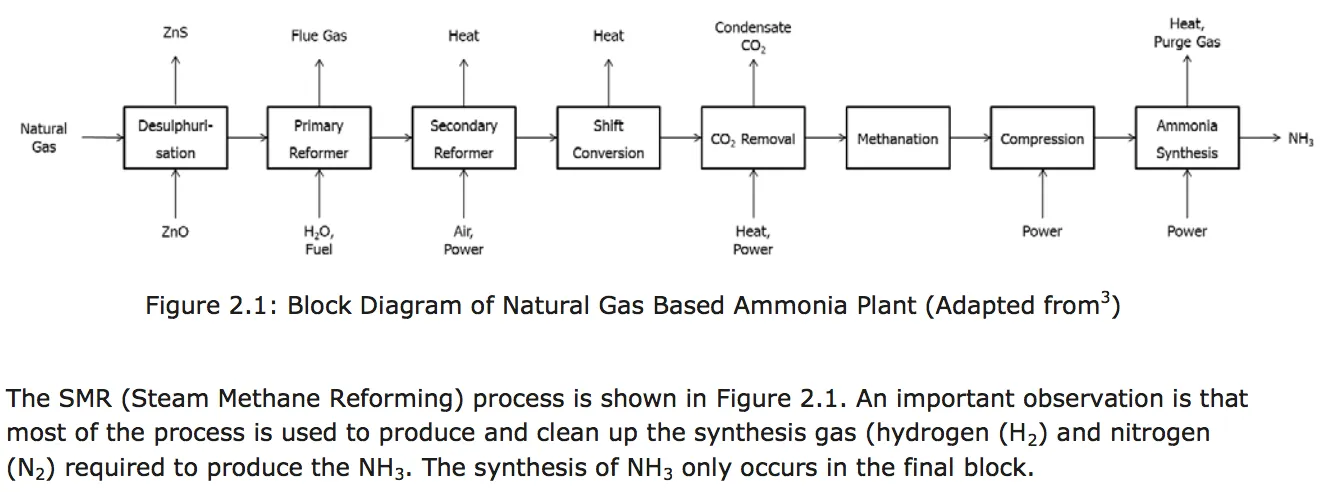
Power to Ammonia begins by framing this as an opportunity. A traditional Haber-Bosch ammonia plant using a natural gas feedstock performs steam methane reformation (SMR) before it can make ammonia. SMR-HB requires eight steps: the first seven steps are all concerned with reforming natural gas (hydrogen production and clean-up) and preparing the feedstock (compression), and only the final step is actual Haber-Bosch (ammonia synthesis).
The opportunity here is for a sustainable technology to realize the cost-savings, in both up-front investments and operating costs, that can be achieved by avoiding the first seven steps: desulphurization, first and second reformation, shift conversion, CO2 removal, and methanation – all obsolete if the plant runs on a hydrogen feedstock.
(As we’ve seen demonstrated by the new ammonia plant being constructed by Yara and BASF in Freeport, TX, which will use a pure hydrogen feedstock supplied by pipeline, these cost-savings equal roughly 25% of the total capital expenditure for a world-scale brownfield plant.)
Alternative technology #1: Conventional power to ammonia
There is no technological innovation in E-HB: mankind has produced industrial quantities of ammonia using E-HB in every decade of the last hundred years.
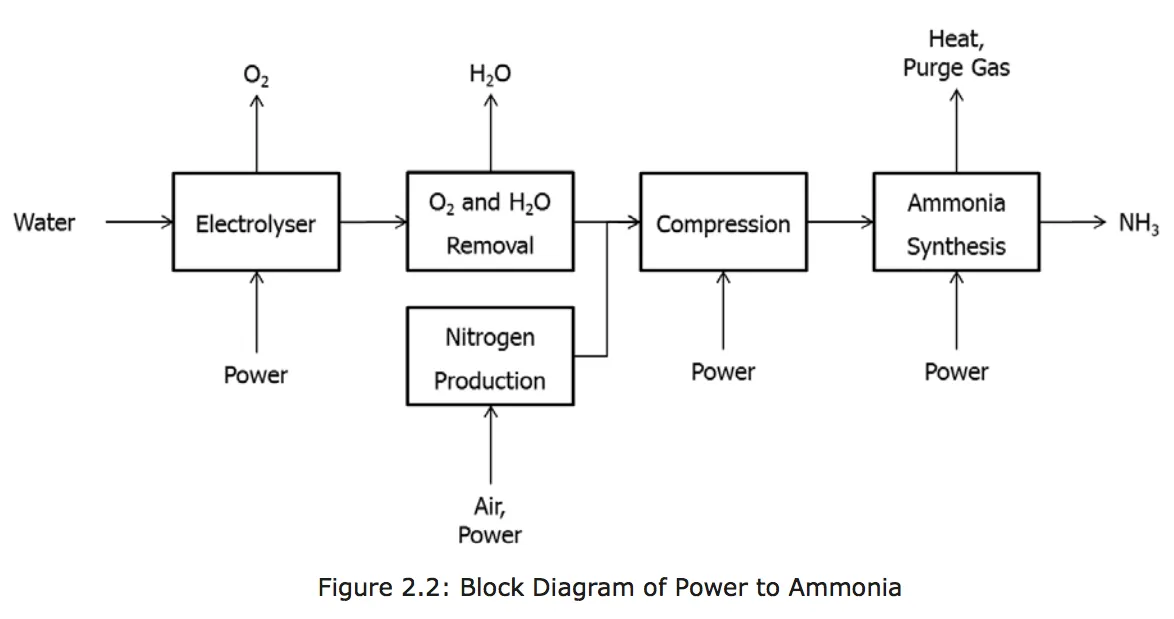
Instead of extracting hydrogen from a hydrocarbon and then cleaning up, E-HB uses electrolysis to split water into oxygen and hydrogen, which needs no further purification.
While no major ammonia plant still does this (because SMR-HB became cheaper), many plants used E-HB profitably for a long time, for example in Egypt, Zimbabwe, and Norway.
Norsk Hydro scaled-up this technology in the 1920s and produced ammonia using E-HB until 1991; the company later split into Yara, now the biggest ammonia producer in the world, and Nel, which still makes electrolyzers and about which I wrote recently regarding its involvement in new renewable hydrogen and ammonia projects.
The location of these old E-HB plants was not random: they were all built beside hydroelectric dams and enjoyed a constant supply of relatively cheap electricity; the first Haber-Bosch plant in the United States was built in 1921 near Syracuse, NY, using electricity from the Niagara Falls.
There’s no argument that E-HB can be done. The question is whether it can be done cheaply enough. In addition, however, the Power to Ammonia study identifies two technological limitations that might create obstacles for a modern plant designed to use power from wind or solar, as opposed to hydroelectricity.
First, the study suggests that electrolyzer technologies “are proven, but not at the required scale,” meaning that renewable hydrogen production units haven’t been made big enough, yet, to prove that the Haber-Bosch unit can enjoy the best economies of scale. (I note that electrolyzer projects of unprecedented scale are under development around the world, and this limitation may well be moot very soon, if not already.)
Second, the synthesis loop that produces ammonia from hydrogen “is proven, but not with the required flexibility (start-up/shut-down and scale).” This is because Haber-Bosch requires constant operation, which conflicts with the intermittency of wind and solar. And, again, Haber-Bosch benefits from economies of scale (eg, a capacity of 800,000 tons per year) that don’t match the scale of renewable power plants (eg, 20,000 tons per year). These limitations of Haber-Bosch are the subjects of intense global research and development efforts, including by the US Department of Energy through its ARPA-E “REFUEL” project.
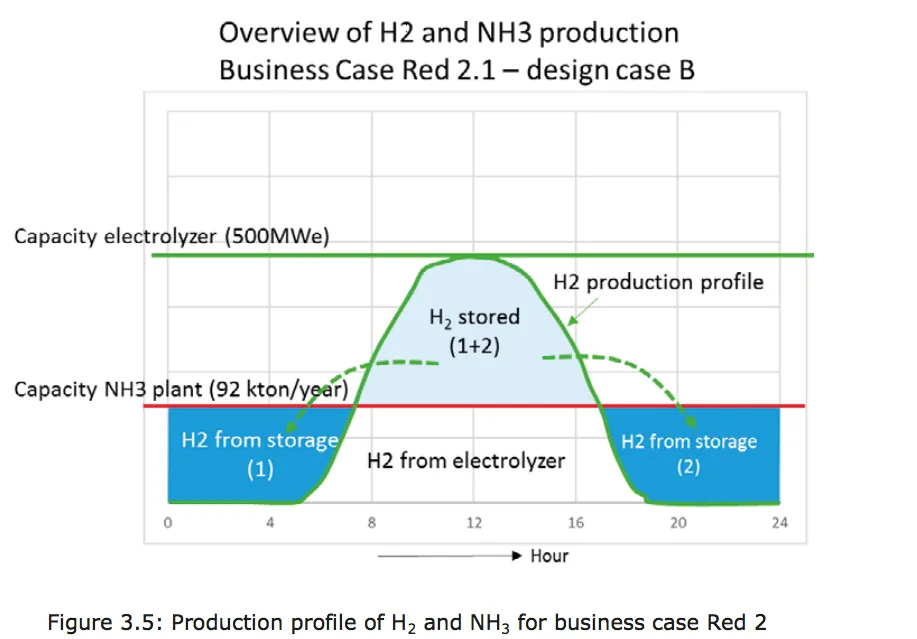
An alternative production model examined by the feasibility study uses a hydrogen storage buffer, to enable intermittent hydrogen production but constant ammonia production. This achieves the goal but it also increases the costs: adding hydrogen storage, which does not come cheap, and requiring a mismatch of installed capacity for each product, with a large electrolyzer plant that will only rarely produce at full capacity. The study notes that alternative hydrogen market opportunities could be examined, allowing the electrolyzer to run at much higher utilization rates by selling hydrogen as well as producing ammonia.
Alternative technologies: Water Electrolyser Types (Low / High Temperature)
In its assessment of E-HB, Power to Ammonia also considered two general classes of electrolyzer, differentiated by operating temperature:
The advantage of operating at a higher temperature is the lower electrical energy input required. For example, the electrical input required at 800°C is 25% lower than at 100°C. However, additional heat input is required.
The overall reaction performed by LT and HT electrolysers is the same: H2O → H2 + 1/2 O2
The theoretically minimal required electricity input is 39.4 kWh per kg H2 produced at 0 °C and 1 bar(a). Practical electrolysis in industry shows higher specific electricity consumption due to the inevitable losses.
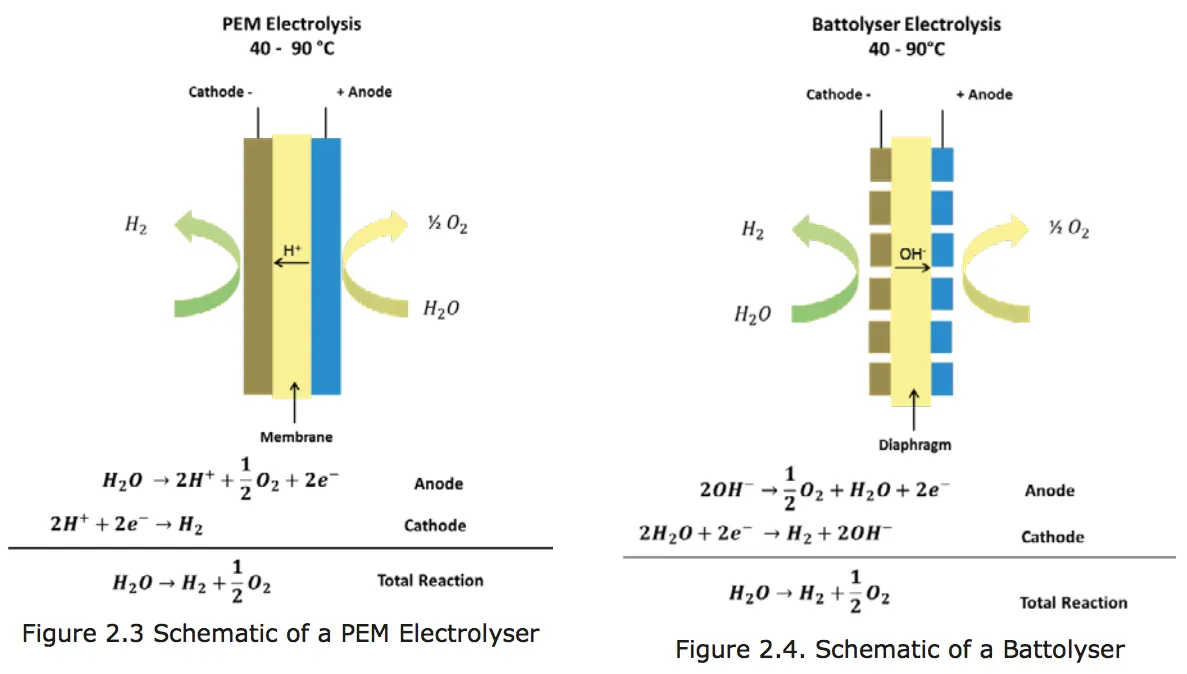
Existing commercial low temperature (LT) technologies include proton exchange membrane (PEM) and alkaline electrolysers, as well as a technology that is new (actually old but overlooked and newly improved): the battolyser.
“The battolyser … is a dual function device that can operate as a normal battery when charging and discharging [but] when fully charged, the device can start performing the electrolysis of water.”
Regarding high temperature (HT) technologies, the report makes frequent reference to solid oxide cells as innovations that could improve the economics of renewable ammonia in the future. It claims that “there are currently no high temperature electrolyser[s] commercially available, but they have been explored since the 1980s. A promising HT electrolyser is the Solid Oxide Electrolysis Cell (SOEC). This operates between 800 to 1000°C and is essentially a solid oxide fuel cell in reverse mode.” Commercial SOEC technologies are currently in development around the world.
Alternative technology #2: Solid State Ammonia Synthesis (High / Low Temperature)
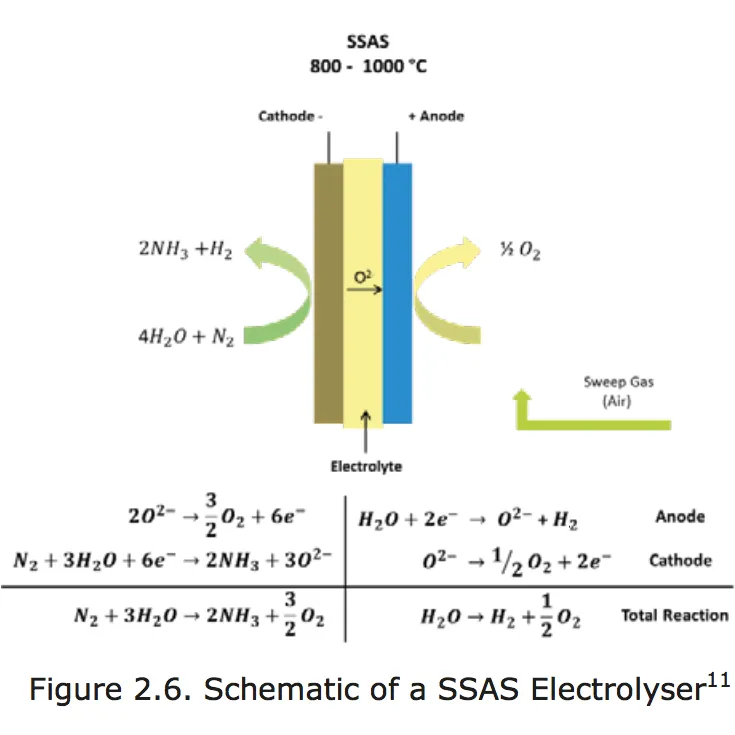
Power to Ammonia uses the phrase ‘Solid State Ammonia Synthesis’ (SSAS) to refer to any electrochemical technology for direct ammonia production that uses a solid electrolyte. Here, ‘direct’ means that no hydrogen is produced: ammonia is synthesized directly from H2O (water) and N2 (nitrogen, from air) with no intermediate steps. While many variations of this technology are being developed around the world, the study says that “there are currently no commercially available SSAS systems.”
High temperature SSAS technologies are assessed under two categories, distinguished by whether the electrolyte conducts protons (H+) or oxygen ions (O2-).
The Power to Ammonia study does not consider low-temperature SSAS to be a viable option because it has yet to move beyond the laboratory, although the “literature,” points to the potential for a “large reduction in system costs and improved flexibility.”
The production of gaseous NH3 has been achieved using SSAS at high and low temperatures with varying levels of success … [but] the current research data are still 1 to 2 orders of maginude too low.
Because the Power to Ammonia study is looking at building pilot plants in the next few years, it does not consider technologies that are still on the research and development horizon. (This does not make those technologies any less important, just out-of-scope for this project at this time.)
Alternative technology comparisons: Flexibility
Ultimately, these technology choices will have an impact on not only cost and performance but also available markets. For example, selecting the optimal hydrogen production technology, which works with intermittent power, to pair with a Haber-Bosch synthesis loop, which benefits from constant operation, is fraught with conflicts.
The system flexibility, quantified as response time and load range shows that PEM, battolyser and LT SSAS based power to NH3 systems have a load range of 0 to 100% of nominal capacity and are able to ramp up from 0% to 100% in 40 minutes and turn down from 100% to 0% in 10 minutes. The total NH3 plant, including an electrolyser section and an NH3 synthesis section is limited in flexibility by the NH3 synthesis section.
In case of HT SSAS and SOEC as the choice of electrolysis, power to NH3 systems have a load range of 50% to 100% and can ramp up in 25 minutes and turn down in 13 minutes. The ramp up time is limited by the NH3 synthesis system, while the ramp down and the load range are limited by the electrolysers themselves.
Additionally, because Haber-Bosch was designed for constant operations, starting-up and shutting-down the plant too frequently (“dynamic operations”) carries significant risks, especially “damage of the NH3 synthesis catalysts due to thermal cycling and the loss of containment due to H2 embrittlement if the system is shut down and pressure is maintained.”
Regarding the available electricity markets, “due to the magnitude of the ramp up and turn down speeds of the full P2A system, it is not possible to operate on the smaller 15 minute or imbalance markets,” otherwise known as ancillary grid services. This market limitation does not, however, apply to systems using the battolyser technology, because that can be operated in battery mode.
Alternative technology comparisons: Cost Drivers
Finally, the Power to Ammonia analysis concludes that the electrolyzer is the “cost driver,” the part of the system that has the biggest impact on the total system cost. It finds this to be true both in the short-term (2023) and in the longer term (2030 – the study only examined costs for these two dates).
There is only one exception to this conclusion, for the battolyser in 2030. In this scenario, the ammonia synthesis loop would be the cost driver, which “enables the system to benefit from economies of scale, whereby the cost scales to the power of 0.6 and not linearly.”
In part, the electrolyser has such a major impact on economic feasibility because of its “lifetime stack replacements costs.”
These vary between 60 and 65% of the electrolyser cost. The time to replacement is 80,000 hours of operation for low temperature units, i.e. the PEM and battolyser and 40,000 operating for the high temperature SSAS and SOEC. With the electrolyser costs being the cost drivers, the lifetime stack replacement costs can be as high as 39% of the initial CAPEX in some cases (500 MWe PEM and SSAS).
The Power to Ammonia study defines a target for future cost reductions in electrolyser technology, set at “70% of the current base price of 1000 EUR/kW” – in other words, a future cost for electrolyzers of 300 EUR/kW. If this or other cost-savings can be realized, “the electrification route could be profitable before the year 2030,” for the business cases it examines.
These cost assumptions (1,000 EUR/kW) may already be out of date: other assessments see today’s costs as being much lower, down to as little as $450/kW for a world-scale electrolyzer plant today.
As the electrolyzer cost curve improves, the economics of renewable ammonia will become more attractive. And as the Power to Ammonia participants build their pilot plants over the next few years, we will get much clearer costings and much greater certainty of the viability of renewable ammonia.
In the meantime, you can read more about each of the three business cases: Vattenfall / Nuon at Eemshaven, Stedin at Goeree-Overflakkee, and OCI Nitrogen at Geleen. And you can download the full Power to Ammonia feasibility study from the ISPT website.
Read the full article at AmmoniaIndustry.com.