Safety and the marine ammonia engine
By on June 04, 2023
The May 2023 episode of Maritime Ammonia Insights explored the safety experience gained so far during the development of maritime ammonia fueled engines, in conjunction with the existing industrial competence for safe ammonia handling. John Mott (Affiliate Board Member, Ammonia Safety & Training Institute – ASTI), Kaj Portin (General Manager Sustainable Fuels & Decarbonization, Wärtsilä) and Laura Sariola (Fuel and Fuel Safety Expert, Wärtsilä) presented. The recording is publicly available via our Vimeo channel (you can also access the speaker presentations).
Ammonia: handling properties & implications for storing ammonia fuel onboard
John Mott (ASTI) reminded us that most maritime ammonia transport is currently performed by fully refrigerated (-33°C), liquefied bulk ships with tanks below deck. For potential fuel storage, one option is also below deck, in insulated tanks at a similar temperature. This is attractive for container ships, which value deck space. Otherwise, vessels such as dry or liquid bulk carriers – which have relatively clear deck space – may prefer to store fuel in pressurized, above deck tanks. In either solution, only a tiny fraction of ammonia fuel would ever be outside the storage tank as it makes its way to the engine for consumption.
In terms of handling unintended release from either fuel storage option, the underlying learning is that higher pressure presents a higher risk. Release tests from high pressure storage (above 12 bar) demonstrate the formation of a visible, aerosol gas cloud which is heavier than air and should be avoided at all times due to its high toxicity risk (ammonia concentrations inside the cloud will be >20,000ppm). With the likely storage pressure closer to 4 Bar for ship’s fuel, such gas cloud formation risk exists – but at a far reduced level. Meanwhile, release of fully refrigerated ammonia presents a more benign scenario where a slowly-evaporating pool produces a fast-dissipating, lighter-than-air cloud. For fully refrigerated ammonia, there is the risk that release onto the sea surface will result in vigorous evaporation, as it reacts both chemically and thermally with the water.
Existing industrial applications of ammonia are well regulated for storage, transportation, and use. Hence many of the design features required for the handling of ammonia within enclosed spaces are applicable to the future ammonia-fueled engine room. These include features already used in current maritime settings with LNG engines. There are already existing specifications for ventilation, detection, fire suppression and explosion risk. It is (for example) well established that fire suppression water sprinklers are not appropriate within an ammonia risk space.
Marine ammonia engines on the testbed
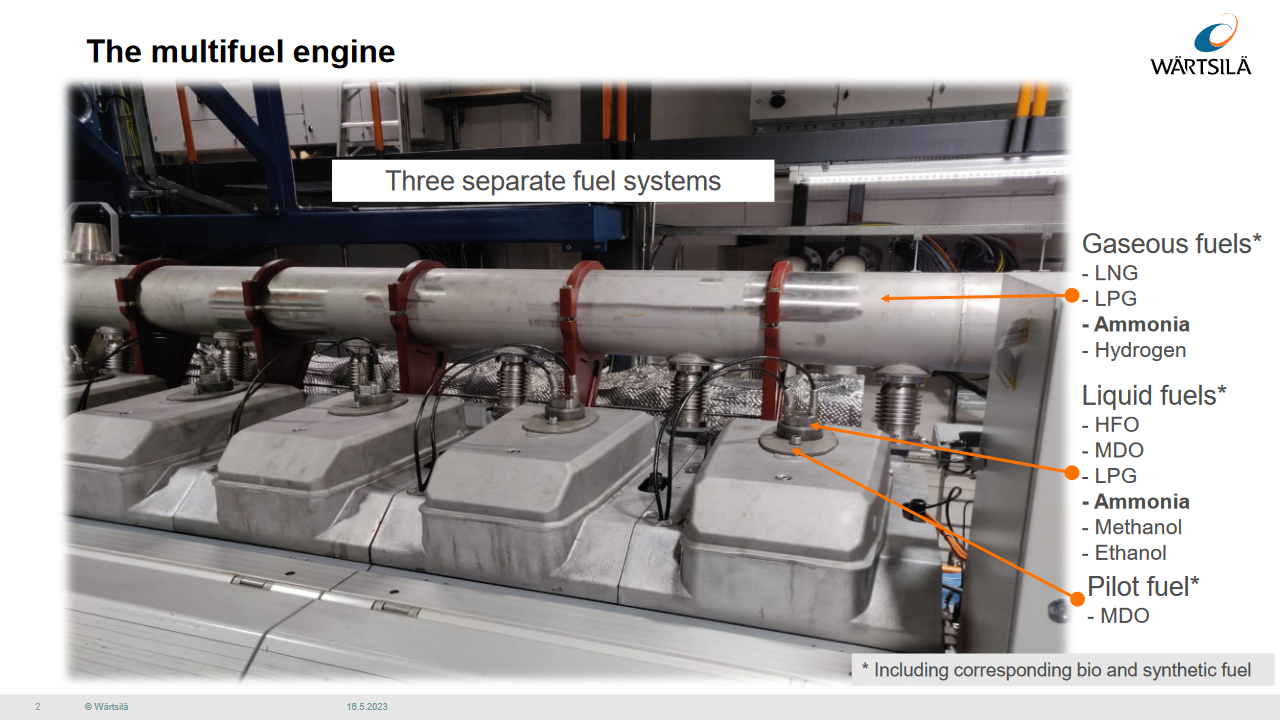
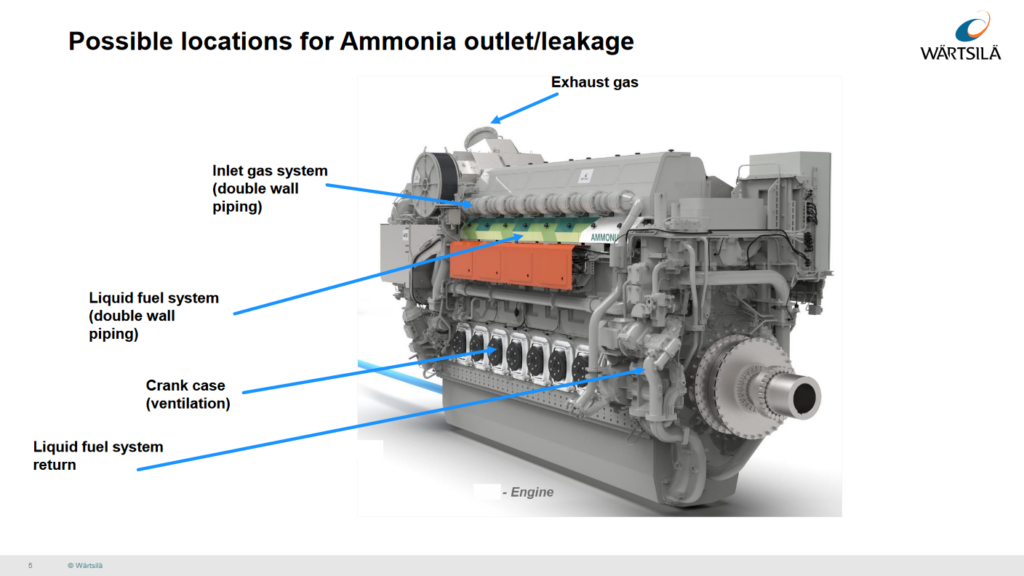
Having started in June 2021, Wärtsilä is continuing engine tests with ammonia fuel. The tests use ammonia fuel at either gaseous low pressure (Otto cycle) or liquid high pressure (Diesel cycle). Both require pilot fuel. The equipment is adapted from Wärtsilä’s dual fuel gas engines which have been commercially operating for almost 30 years. They have identified various ammonia leak risk zones (and engineering solutions) in and around the engine as follows:
- The gas inlet or liquid fuel injection system, which is mitigated by use of ventilated double wall piping, and a low pressure return line for the liquid system.
- Unburnt ammonia passing to the crank case in the Otto cycle engine, dealt with by ventilation.
- Unburnt ammonia in the exhaust at very low levels, which are removed along with NOx in the catalytic absorber.
When using gas dual fuel engines, the prevailing safety philosophy means that the engine room is already a “gas safe space”. To make the switch to ammonia fuel, the main hazard has switched from flammability to toxicity, and ammonia detection systems need to be installed. There is also a need to change the material type of some components which may suffer from ammonia exposure.
There are several key findings from testing to date. When operating in Otto mode, bypass to the crankcase means that the crankcase doors cannot be immediately opened for inspection upon stopping the engine. The following day, concentrations around 10 ppm remain inside the doors. Ammonia is also absorbed into the lubricating oil which – when hot – releases back at levels around 100 ppm. No changes to the oil’s lubricating specifications have been observed.
Operationally, those working with the prototypes have specialized ammonia safety training and employ specific (and extensive) PPE when entering the test room. During testing, it has been possible to quickly mitigate any small leakages detected. Alongside operational demands, Wärtsilä is developing PPE use profiles for working with and near marine ammonia engines.
Handling the risk
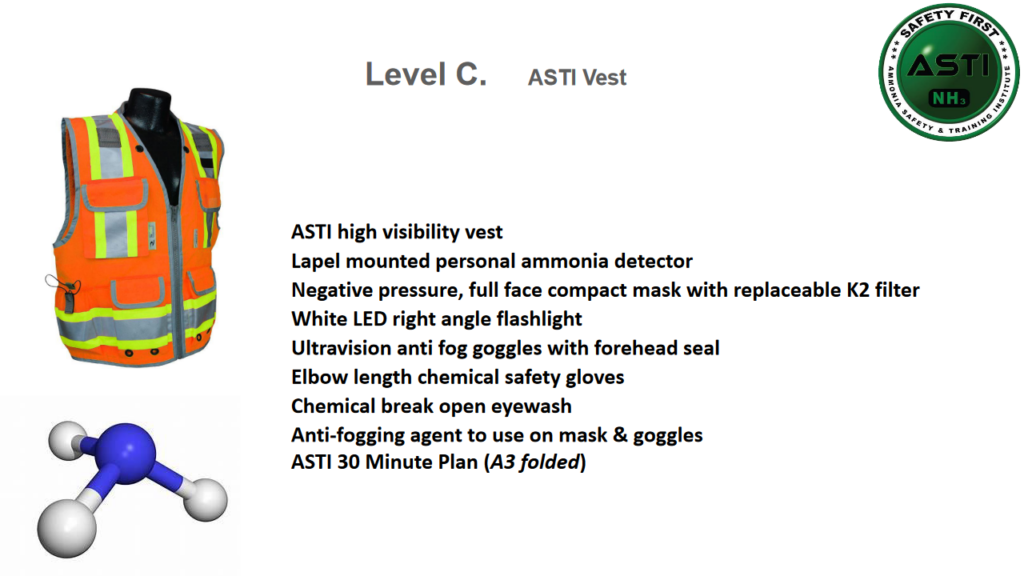
Ammonia handling PPE is well-defined, both in regulatory terms and in commercial availability. ASTI details levels of protection from A to C, with the minimum level being a specially designed “ASTI vest”. Such a vest includes a detector, goggles and respiratory mask, and is likely to be worn in an engine room under normal operating conditions. Those working around ammonia fuel will need a suitable level of education and understand the practicalities.
Ammonia can be detected and uncomfortable to smell at concentrations far below the danger levels for both acute and chronic exposure. As odor is evident even at very low levels, ventilation is an important design factor to ensure machinery spaces are comfortable to work in, alongside the use of appropriate operational procedures. Our speakers also emphasized that the ability to leave the space is crucial – in fact, small ammonia concentrations or leaks will likely drive workers out of the confined space, such is the uncomfortable smell. In the case of a major incident requiring evacuation of the entire vessel, existing ammonia tanker arrangements are a good basis for design proposals (though procedures for engine rooms in these situations are yet to be developed).
More information on the ASTI vest, PPE and ammonia handling in general was presented by John at the 2022 APAC conference – you can watch the recording here via the AEA’s Vimeo channel. Also check out the ASTI website for training courses (in-person and virtual), materials, guides and safety plans for working with ammonia.